
CNC零配件加工注意事項(xiàng)-數(shù)控車床軸類加工優(yōu)化
時(shí)間:2023-06-16瀏覽次數(shù):4592CNC零配件加工的注意事項(xiàng)
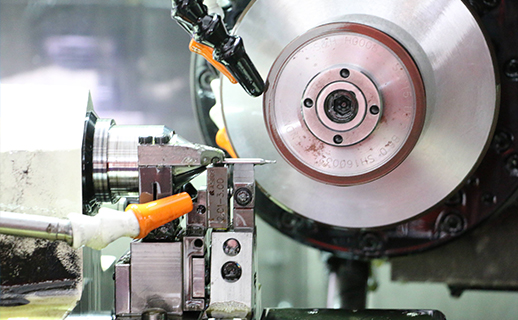
軸類零件是一種常見的零件,其結(jié)構(gòu)為旋轉(zhuǎn)體,其長(zhǎng)度一般超過直徑。 它們廣泛應(yīng)用于各種工業(yè)設(shè)備中,以支撐傳動(dòng)系統(tǒng)部件、傳遞扭矩和承受載荷。 軸類零件的加工必須符合一定的規(guī)律。 根據(jù)文字,我們可以了解實(shí)際的處理流程和一些必須注意的問題。
電子煙盒
1、軸類零件的基本加工
軸類零件的關(guān)鍵加工面是外表面及其一般特征面。 因此,應(yīng)針對(duì)各種精度等級(jí)和表面粗糙度規(guī)定選擇[敏感詞]的加工方法。 基本上,加工線可以分為四個(gè)。
首先是從粗車到半精車再到精車的加工路線。 這也是普通毛軸零件外圓加工選擇的關(guān)鍵的加工路線; 二是從粗車到半精車。 車削,再到精磨,終選擇的是精加工路線。 對(duì)于精度要求較高、表面粗糙度規(guī)則較小的輕金屬原材料和零件以及必須硬化的零件,這類加工路線是[敏感詞]選擇,因?yàn)榍邢魇抢硐氲暮蠹庸すに嚕?第三條路線是從粗車削到半精車削,再到精車削和金剛石車削。 這種加工路線專門加工稀有金屬原料,由于稀有金屬的強(qiáng)度小,很容易堵住小石頭之間的縫隙。 通過切削加工一般不易獲得規(guī)定的表面粗糙度。 必須使用精車和金剛石車削工藝; 終的加工路線是從粗車到半精車。 再到精磨、精拋光,后精加工,這種工藝路線是常用于輕金屬原材料經(jīng)過淬火處理,精度要求高,表面粗糙度值低的零件的加工工藝路線。
銅管加工
2、軸類零件的前處理
在外圓上銑削軸類零件之前,必須進(jìn)行一些預(yù)先準(zhǔn)備程序。 這就是對(duì)軸類零件進(jìn)行預(yù)處理的全過程。 提前重要的準(zhǔn)備過程是矯直。 因?yàn)楫a(chǎn)品工件的毛坯在制造、運(yùn)輸和儲(chǔ)存的整個(gè)過程中經(jīng)常會(huì)發(fā)生彎曲變形。 為了更好地保證裝夾可靠和剩余加工量分布均勻,在熱態(tài)下,根據(jù)各種壓力機(jī)或矯直機(jī)進(jìn)行矯直。
三、軸類零件加工定位
首先,CNC零配件加工以產(chǎn)品工件的中心孔為定位基準(zhǔn)進(jìn)行加工。 在軸類零件的加工中,外表面、錐孔、外螺紋面的平行度,端面響應(yīng)旋轉(zhuǎn)軸的平面度,都是零件精度的關(guān)鍵反映。 這類曲面一般以軸的中心線為設(shè)計(jì)參考,以中心孔定位,符合參考重疊標(biāo)準(zhǔn)。 中心孔既是銑削時(shí)的定位基準(zhǔn),也是其他加工工序的定位基準(zhǔn)和檢驗(yàn)基準(zhǔn),符合統(tǒng)一的基準(zhǔn)標(biāo)準(zhǔn)。
其次,外圓和中心孔作為加工的定位基準(zhǔn)。 這種方法合理地?cái)[脫了中心孔定位剛性差的缺陷,特別是在加工較重的產(chǎn)品工件時(shí),中心孔的定位會(huì)導(dǎo)致裝夾不穩(wěn)定,刀具耐用度不能很大。 如果選擇外圓和中心孔作為定位基準(zhǔn),則無需擔(dān)心這個(gè)問題。 粗加工時(shí),選擇軸的外表面和中心孔作為定位基準(zhǔn),加工時(shí)能承受較大的鉆孔扭矩,是軸類零件常用的定位方法。
三是用兩個(gè)外圓面作為定位基準(zhǔn)進(jìn)行加工。CNC零配件加工 空心軸內(nèi)孔時(shí),不能以中心孔作為定位基準(zhǔn),應(yīng)以軸的兩個(gè)外圓面作為定位基準(zhǔn)。 加工機(jī)床主軸時(shí),常以兩個(gè)支承軸頸作為定位基準(zhǔn),可有效保證錐孔相對(duì)于支承軸頸的同軸度要求,消除基準(zhǔn)不對(duì)中造成的誤差。
后以帶中心孔的錐塞作為加工的[敏感詞]定位基準(zhǔn)。 這種方法在空心軸的外表面加工中應(yīng)用比較廣泛。數(shù)控車床加工零件的注意事項(xiàng)
軸類零件是一種常見的零件,其結(jié)構(gòu)為旋轉(zhuǎn)體,其長(zhǎng)度一般超過直徑。 它們廣泛應(yīng)用于各種工業(yè)設(shè)備中,以支撐傳動(dòng)系統(tǒng)部件、傳遞扭矩和承受載荷。 軸類零件的加工必須符合一定的規(guī)律。 根據(jù)文字,我們可以了解實(shí)際的處理流程和一些必須注意的問題。
服務(wù)熱線:13631565136
手機(jī):18926579610
電話:0755-26740010
郵箱:senyuanmoju@126.com
地址:廣東省深圳市寶安區(qū)石巖街道水田工業(yè)區(qū)寶石東路123號(hào)7棟1樓

掃一掃關(guān)注我們
